
S2 rs turbo resto, **LET THE DETAILING BEGIN!!!!**

 23-11-2010 | 07:13 PM
23-11-2010 | 07:13 PM
#162
Thread Starter
PassionFord Post Whore!!
iTrader: (4)
Joined: Aug 2009
Posts: 4,790
Likes: 43
From: London
Cheers guys! Hope it will be done soon. Very Jealous of your car atm Bram 
Started the engine build, was measuring for 6 hours today lol, whilst Mike Kerbey started lapping in my valves (cheers mate).
The desk,

Part of the spreadsheet
Quick shot of measuring the bearing shell thickness,

Loads of bits came from Ford, including the new and bastard expensive oil pump and this below, for any one that wants one it was �6, bought 2 now lol in case ford couldn't get it.

Just going back out to plastigauge the crank and bearings.
Cheers
Rob,
Started the engine build, was measuring for 6 hours today lol, whilst Mike Kerbey started lapping in my valves (cheers mate).
The desk,
Part of the spreadsheet
Quick shot of measuring the bearing shell thickness,
Loads of bits came from Ford, including the new and bastard expensive oil pump and this below, for any one that wants one it was �6, bought 2 now lol in case ford couldn't get it.
Just going back out to plastigauge the crank and bearings.
Cheers
Rob,
29-11-2010 | 09:39 AM
#163
Thread Starter
PassionFord Post Whore!!
iTrader: (4)
Joined: Aug 2009
Posts: 4,790
Likes: 43
From: London
Been busy over the weekend, mock building the bottom end, measuring the pistons, bores, ring gaps etc then plastigauging the big ends to see if my spread sheet was correct.
Mains are spot on, ring gaps are a tiny bit big but im not bothered about them, only dillema is the big end clearances, well within ford tolerances but toward the upper end of the scale, would have liked them to be in the middle, but hey.... On the look out for a new crank, no idea if i'll ever find one.
Here we go with some pics.
Borrowed some more measuring gear off the old man, these aren't as nice as the others i borrowed last week but they served a purpose and did their job pretty accurately, some larger micrometers and a bore gauge.

Pretty handy tool, in the end i used some rather nice snap gauges to double check measurements.

The bore gauge in action, showed all bores to be within .01mm which was nice,

I had asked the machine shop to match the pistons to the bores, which they had more or less done, they were slightly liberal with their honing though! piston clearance is near the upper end of the ford recommendations, but within them none the less.

I forgot to take some better pictures, but im measuring the ring gaps, pushing the rings down half way and square, the nice thing about slightly large bores is the gaps were fine with out resizing

Just about the plastigauge the big ends, already done the mains, block shells in, pistons and rods in and off we go. Lubed the mains a little because its quite easy to turn the crank by mistake when tightening the big ends, and i didn't want to damage my lovely shells.

You can just make out the thin line of plastigauge on big ends 2 and 3, after this the rods were lifted up and the caps installed, and tightened with oil to 45lb/s, probably go a bit tighter on the final assembly but need to check first.
And the result, not too bad, not 100% as the big ends were polished, again well with in the ford specifications, and all very equal which was good, swapped shells from 1 and 3 to even things out a bit more.
And thats it for the weekend, the engine is all measured up and ready for the final assembly, could have finished it last night but i was knackered lol, want to give it all another jet wash and scrubbing then get the air line out and blow all the gallery though etc.
By the by, measuring every thing was invaluable, would have taken double the time to do it other wise. Also there were a few areas that could have cause problems had the clearances not been measured and things swapped to compensate etc, so im happy i spent the 7-8 hours doing it lol. It also when you start measuring things up, you find out how good or bad the machine shop is!
Piston rings will be installed tonight, need to weld an oil temp sender flange onto my sump and then its more or less ready to go in the car.
Cheers all
Rob,
Mains are spot on, ring gaps are a tiny bit big but im not bothered about them, only dillema is the big end clearances, well within ford tolerances but toward the upper end of the scale, would have liked them to be in the middle, but hey.... On the look out for a new crank, no idea if i'll ever find one.
Here we go with some pics.
Borrowed some more measuring gear off the old man, these aren't as nice as the others i borrowed last week but they served a purpose and did their job pretty accurately, some larger micrometers and a bore gauge.
Pretty handy tool, in the end i used some rather nice snap gauges to double check measurements.
The bore gauge in action, showed all bores to be within .01mm which was nice,
I had asked the machine shop to match the pistons to the bores, which they had more or less done, they were slightly liberal with their honing though! piston clearance is near the upper end of the ford recommendations, but within them none the less.
I forgot to take some better pictures, but im measuring the ring gaps, pushing the rings down half way and square, the nice thing about slightly large bores is the gaps were fine with out resizing
Just about the plastigauge the big ends, already done the mains, block shells in, pistons and rods in and off we go. Lubed the mains a little because its quite easy to turn the crank by mistake when tightening the big ends, and i didn't want to damage my lovely shells.
You can just make out the thin line of plastigauge on big ends 2 and 3, after this the rods were lifted up and the caps installed, and tightened with oil to 45lb/s, probably go a bit tighter on the final assembly but need to check first.
And the result, not too bad, not 100% as the big ends were polished, again well with in the ford specifications, and all very equal which was good, swapped shells from 1 and 3 to even things out a bit more.
And thats it for the weekend, the engine is all measured up and ready for the final assembly, could have finished it last night but i was knackered lol, want to give it all another jet wash and scrubbing then get the air line out and blow all the gallery though etc.
By the by, measuring every thing was invaluable, would have taken double the time to do it other wise. Also there were a few areas that could have cause problems had the clearances not been measured and things swapped to compensate etc, so im happy i spent the 7-8 hours doing it lol. It also when you start measuring things up, you find out how good or bad the machine shop is!
Piston rings will be installed tonight, need to weld an oil temp sender flange onto my sump and then its more or less ready to go in the car.
Cheers all
Rob,
Last edited by Rob_DOHC; 29-11-2010 at 09:54 AM.
29-11-2010 | 06:17 PM
#166
Too many posts.. I need a life!!
iTrader: (1)
Joined: Jan 2008
Posts: 974
Likes: 0
From: Crawley, West Sussex
Looks good, however, I dont mean to split hairs, but I think it would be worth another 10bhp if you touched in all the bits on the block that you missed with the paint brush 
29-11-2010 | 06:44 PM
#167
Thread Starter
PassionFord Post Whore!!
iTrader: (4)
Joined: Aug 2009
Posts: 4,790
Likes: 43
From: London
lol you should have pointed it out when i was painting it shouldn't you, ill touch it up when its built can't take the ear ache about smelly paint at the moment.
You off at the weekend?
You off at the weekend?
Last edited by Rob_DOHC; 29-11-2010 at 06:45 PM.
 29-11-2010 | 09:25 PM
29-11-2010 | 09:25 PM
#171
Loads of bits came from Ford, including the new and bastard expensive oil pump and this below, for any one that wants one it was �6, bought 2 now lol in case ford couldn't get it.
[/QUOTE]
Rob, what is this part?
Dan
[/QUOTE]
Rob, what is this part?
Dan
07-12-2010 | 11:41 AM
#176
Thread Starter
PassionFord Post Whore!!
iTrader: (4)
Joined: Aug 2009
Posts: 4,790
Likes: 43
From: London
Right.... I'll start at sat morning, like all good (and most crap) stories this episode contains disaster 
Wanky cat was in my engine building pew (aka the conservatory chair).

Quick mahle to the back of the head sorted that cunt out
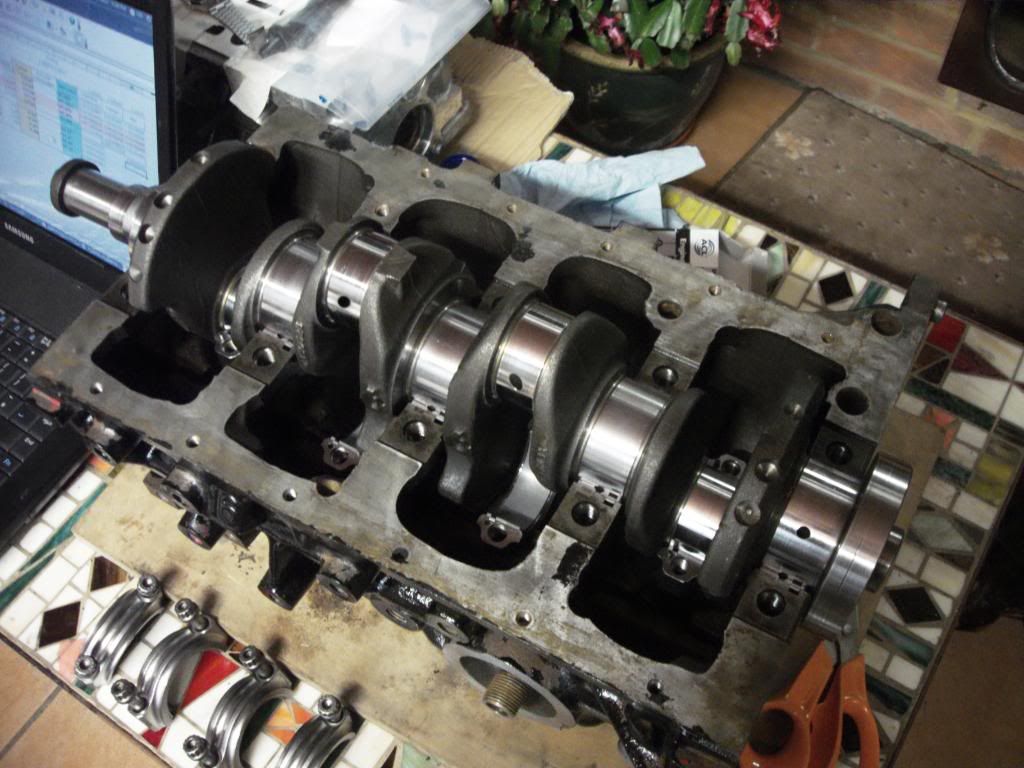
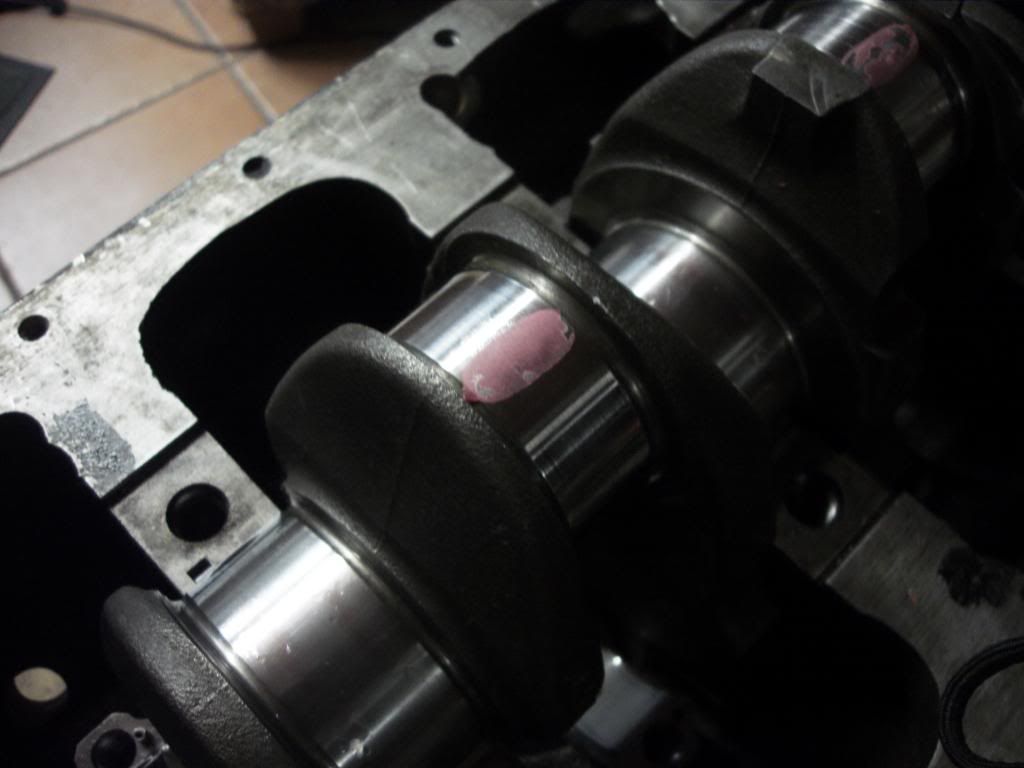
Got on with installing the crank, nicely lubed and sat in place, after the block was scrubbed for another hour (in the fucking snow), and all blown through with an air line. All parts were inspected for dirt and blown off before being installed, hence the cling film.

Here are the main cap bolts you can't get from butons for any one that need the number

Quick lube picture

Then DISASTER, probably karma due to the earlier cat abuse.
Got to journal cap number 4, torqued it up and.... seized crank. It no turney = no happy Rob.
After much inspection, crank measuring etc it looks like main cap no.4 is from a different block this didn't show up in measurements because the centre clearance is still good, its just to one side and gripping the journal with the side of the shell.
So now im back to square 1(ish), minus a few hundred quid for machining and hours upon hours of my life. I've found another (hopefully better) machining firm thanks to recommendations from guys on here, the ones MA Developments use, and im having my old mfi block machined with the cps hole etc on sat, tbh it was a good block and i only didn't use it because of the missing CPS hole.
Not great news, but it will probably mean more pics to follow
Cheers
Rob,
Wanky cat was in my engine building pew (aka the conservatory chair).
Quick mahle to the back of the head sorted that cunt out
Got on with installing the crank, nicely lubed and sat in place, after the block was scrubbed for another hour (in the fucking snow), and all blown through with an air line. All parts were inspected for dirt and blown off before being installed, hence the cling film.
Here are the main cap bolts you can't get from butons for any one that need the number
Quick lube picture
Then DISASTER, probably karma due to the earlier cat abuse.
Got to journal cap number 4, torqued it up and.... seized crank. It no turney = no happy Rob.
After much inspection, crank measuring etc it looks like main cap no.4 is from a different block
So now im back to square 1(ish), minus a few hundred quid for machining and hours upon hours of my life. I've found another (hopefully better) machining firm thanks to recommendations from guys on here, the ones MA Developments use, and im having my old mfi block machined with the cps hole etc on sat, tbh it was a good block and i only didn't use it because of the missing CPS hole.
Not great news, but it will probably mean more pics to follow
Cheers
Rob,
Last edited by Rob_DOHC; 07-12-2010 at 11:48 AM.
 07-12-2010 | 03:33 PM
07-12-2010 | 03:33 PM
#178
Thread Starter
PassionFord Post Whore!!
iTrader: (4)
Joined: Aug 2009
Posts: 4,790
Likes: 43
From: London
Yes i could, im not too happy about my piston to bore clearance either, think it would be a pain in the arse, because its only one cap that is out of line, so i assume all the caps would need to be machined to the next size and shells sourced....the other block i have is the original for my car so the numbers all match up as well which would be nice, just needs the cps hole, which i now have a good template for lol
Deep joys
Deep joys
08-12-2010 | 02:28 PM
#179
Too many posts.. I need a life!!
Joined: Feb 2006
Posts: 789
Likes: 22
From: Canada
Hello Rob!
I love your attention to detail.
I measure everything I get back from the engine machine shop as well.
Measuring the individual main cap bores is good, but does not show how well
all 4 line up. I line bore every engine I have ever built - with the exception being 2
Porsche engines - 2.4S magnesium case, and 3.2 aluminum case.
Good thing is line boring is not all that expensive.
What crank bearing clearances are you aiming for?
I will be using 0.002" on the rods and 0.0025" on the mains.
A performance engine (stressed much more than factory) requires additional
clearance - much more than factory minimums. 0.001" would be a recipe for
a spun bearing or 2.
How did you decide on using the cast Mahle pistons?
Probably stupidly expensive forged UK pistons.
Why are forged pistons and steel rods so costly in the UK? Is there hidden taxes
on auto parts? I know there is the VAT, but pricing on UK parts still seems silly.
Keep up the fantastic thread!
I love your attention to detail.
I measure everything I get back from the engine machine shop as well.
Measuring the individual main cap bores is good, but does not show how well
all 4 line up. I line bore every engine I have ever built - with the exception being 2
Porsche engines - 2.4S magnesium case, and 3.2 aluminum case.
Good thing is line boring is not all that expensive.
What crank bearing clearances are you aiming for?
I will be using 0.002" on the rods and 0.0025" on the mains.
A performance engine (stressed much more than factory) requires additional
clearance - much more than factory minimums. 0.001" would be a recipe for
a spun bearing or 2.
How did you decide on using the cast Mahle pistons?
Probably stupidly expensive forged UK pistons.
Why are forged pistons and steel rods so costly in the UK? Is there hidden taxes
on auto parts? I know there is the VAT, but pricing on UK parts still seems silly.
Keep up the fantastic thread!
11-12-2010 | 05:25 PM
#180
Thread Starter
PassionFord Post Whore!!
iTrader: (4)
Joined: Aug 2009
Posts: 4,790
Likes: 43
From: London
Hi Perry,
Thanks very much!
Im aiming for a slightly tigher tolerance on the big ends, 0.0016" for the big ends and a touch under 0.002 for the mains,
I want good oil pressure for the top end, and don't think the above tolerances will give me any problems apart from a long run in, and a smooth engine.
Problem with tight bearing clearances is dirt or metal in the oil, the advantage is a longer living and smoother engine, i generally aim for around 0.001" of clearance per 1", a tight piston/bore clearance would be more worrying to me.
Haha, pretty much yes! forged pistons and rods work out to be around �1000, i have stuck with standard mahle pistons and farndon rods which should be good enough for what i want. The mahles aren't bad from what i have been told, and are pretty strong (good enough for the heat and stresses of 300bhp) but don't last long with detonation!
You should start a thread for your car Perry, im sure it would make for a very good read
Rob,
Thanks very much!
What crank bearing clearances are you aiming for?
I will be using 0.002" on the rods and 0.0025" on the mains.
A performance engine (stressed much more than factory) requires additional
clearance - much more than factory minimums. 0.001" would be a recipe for
a spun bearing or 2.
I will be using 0.002" on the rods and 0.0025" on the mains.
A performance engine (stressed much more than factory) requires additional
clearance - much more than factory minimums. 0.001" would be a recipe for
a spun bearing or 2.
I want good oil pressure for the top end, and don't think the above tolerances will give me any problems apart from a long run in, and a smooth engine.
Problem with tight bearing clearances is dirt or metal in the oil, the advantage is a longer living and smoother engine, i generally aim for around 0.001" of clearance per 1", a tight piston/bore clearance would be more worrying to me.
How did you decide on using the cast Mahle pistons?
Probably stupidly expensive forged UK pistons.
Why are forged pistons and steel rods so costly in the UK? Is there hidden taxes
on auto parts? I know there is the VAT, but pricing on UK parts still seems silly.
Probably stupidly expensive forged UK pistons.
Why are forged pistons and steel rods so costly in the UK? Is there hidden taxes
on auto parts? I know there is the VAT, but pricing on UK parts still seems silly.
You should start a thread for your car Perry, im sure it would make for a very good read
Rob,
11-12-2010 | 05:28 PM
#181
Thread Starter
PassionFord Post Whore!!
iTrader: (4)
Joined: Aug 2009
Posts: 4,790
Likes: 43
From: London
Update,
I've taken my old block etc into HT Howard & Co, in slough they seem to have a good rep on here and do work for a few reputable firms, so im sure all will work out well. Hope to have it all back next weekend for the 'FINAL' engine assembly, ordered the suspension parts i need so hoping to have the car on the floor some time next weekend as well (if the snow stays away!).
Rob,
I've taken my old block etc into HT Howard & Co, in slough they seem to have a good rep on here and do work for a few reputable firms, so im sure all will work out well. Hope to have it all back next weekend for the 'FINAL' engine assembly, ordered the suspension parts i need so hoping to have the car on the floor some time next weekend as well (if the snow stays away!).
Rob,
13-12-2010 | 05:45 PM
#182
Too many posts.. I need a life!!
Joined: Feb 2006
Posts: 789
Likes: 22
From: Canada
Hi Rob,
You are correct regarding bearing clearances - my machine shop recommends 0.0018" rod clearance and 0.002 to 0.0022 main bearing clerances. I will start an engine assembly thread very soon.
Cheers
Perry
You are correct regarding bearing clearances - my machine shop recommends 0.0018" rod clearance and 0.002 to 0.0022 main bearing clerances. I will start an engine assembly thread very soon.
Cheers
Perry
 13-12-2010 | 07:05 PM
13-12-2010 | 07:05 PM
#185
Thread Starter
PassionFord Post Whore!!
iTrader: (4)
Joined: Aug 2009
Posts: 4,790
Likes: 43
From: London
Cheers every one feeling better about the engine now, bought some tyres and all the suspension bits and bobs so the front should be on the floor next weekend any way.
Cheers buddy,
Like these?



Rob,
Like these?
Rob,
14-12-2010 | 11:21 AM
#189

Regular Contributor
Joined: Mar 2006
Posts: 273
Likes: 3
hi, dont mean to interfer but at work we use a micrometer and a ball bearing bearing to measure the shell thickness, its better for taking into account the curve of the shell if that makes sense.just zero the mircometer with the ball bearing first etc. great thread, good luck
14-12-2010 | 11:54 AM
#190
Thread Starter
PassionFord Post Whore!!
iTrader: (4)
Joined: Aug 2009
Posts: 4,790
Likes: 43
From: London
Hiya mate,
Thanks very much
Similar deal with the micrometers, the curved surface goes on the inside of the shell, the flat surface goes on the back, i also use a setting piece. You would get the same results from the above micrometer and a flat faced one using a ball bearing. So long as the centre of the jaws are touching the surface of the shell our measurements would be near identical.
Rob,
Thanks very much
Similar deal with the micrometers, the curved surface goes on the inside of the shell, the flat surface goes on the back, i also use a setting piece. You would get the same results from the above micrometer and a flat faced one using a ball bearing. So long as the centre of the jaws are touching the surface of the shell our measurements would be near identical.
Rob,
14-12-2010 | 10:14 PM
#194
Thread Starter
PassionFord Post Whore!!
iTrader: (4)
Joined: Aug 2009
Posts: 4,790
Likes: 43
From: London
Lol, wanky cat.
I had a problem with the block mate, so am using another
Hows yours now buddy?
Rob,
14-12-2010 | 10:26 PM
#195
fucvk me , fair play rob , wouldnt have the first clue about measureing up like that !!
going to have to look into it when it comes to building up my yb engine !!!
beef
going to have to look into it when it comes to building up my yb engine !!!
beef
15-12-2010 | 07:42 PM
#198
Thread Starter
PassionFord Post Whore!!
iTrader: (4)
Joined: Aug 2009
Posts: 4,790
Likes: 43
From: London
Haha, cheers mate, its not too difficult tbh just takes such a long time! i can't believe the progress you've made on yours mate. If you need any info on measuring bits properly drop me a PM and i can fill you in. Shame your not closer mate.
ts all back together just learning how to map for next year. well hope to see some pics of all your hard work next week then mate.
if u'd left it alone it wouldve be all ok..................
dont funk with felines........
they have 9 lives u only have 1...........
dont funk with felines........
they have 9 lives u only have 1...........
Small update,
Got my tyres



Cheers all and as always cheers for the comments
Rob,
15-12-2010 | 07:59 PM
#200
Thread Starter
PassionFord Post Whore!!
iTrader: (4)
Joined: Aug 2009
Posts: 4,790
Likes: 43
From: London
Cheers fella, yea it wasn't too bad, just caked in waxoil (probably why it was okay!), its just getting every thing up to a standard im happy with, taking forever.
Rob,
Rob,